
Reactive dyes are so much popular for dyeing cellulosic fabrics. They can create a wide range of shades with excellent brilliancy. For a level dyeing the materials should be prepared very well. In his article, you will get an in depth discussion on reactive dye process.
Typical reactive dye process involves the three major types. Batch-wise, Semi-continuous, Continuous process are the types we are talking about.
What is the Dyeing Method of Reactive Dye?
Firstly, we will discuss about the dyeing method of reactive dye. The following stages that are discussed here are based on the exhaust or batch-wise dyeing process. This is the basic three steps of reactive dyeing method. So, don’t confuse this with the other process.
- Exhaustion
- Fixation
- Post dyeing Washing-off process
These steps are discussed in detail. Find it below!
Exhaustion phase:
Dyeing starts with neutral solution because of the little likelihood of dye reacting with the fiber. Depending upon the substantivity some reactive dye is absorbed by the fiber during this stage.
This dye is capable of migration to promote level dyeing. Electrolyte like sodium chloride or sulphate is added gradually to the dye bath to promote dye exhaustion. Temperature is also increased gradually to aid dye penetration and to assist migration also.
Fixation phase:
After the exhaustion phase, the pH of the dye bath is increased gradually by the addition of appropriate alkali. This causes dissociation of some of the hydroxyl groups in the cellulose and the nucleophilic cellulosate ions begin to react with the dye.
The fixation process then results in additional dye absorption, to re-establish the dyeing equilibrium. Dye absorption and reaction with fiber continues until no dye is taken up.
Washing-off process:
During rinsing the unreacted and hydrolysed dyes are washed off. There will also be residual alkali and salt. The latter are relatively easy to remove by successive rinsing in cold and then warm water.
Unfixed dye must be washed out of the dyeing as much as possible. If this is not done, desorption of this dye during washing by the consumer can cause staining of other materials in the wash. Some unfixed dye is eliminated during the initial rinsing that also removes salt and alkali.
Thorough washing of the dyeing using a boiling detergent solution (soaping) eliminates the remainder. The dyeing is then finally rinsed in warm water. For deep dyeing soaping must be repeated. Otherwise, the unfixed dyes must be complexed with cationic agent. This washing stage is very crucial to develop the final properties of reactive dyes in the dyed materials.
Reactive dyes are very versatile. There are variety of approaches to control the dye absorption, degree of migration and fixation process. Salt additions, temperature variations and alkali additions are used alone or in combination to control the dyeing process.
So, this is the basic dyeing method or mechanism of reactive dye.
Why Vinyl Sulphone and Chlorotriazine Reactive Dye Get Popularity?
Only in Japan, out of the total reactive dyes consumed, about 64% are Vinylsulphone dyes and almost 24% are MCT dyes. The two reactive groups, VS and Chlorotriazines has gained much popularity throughout the world. But why? Here the reasons are:
- Because of their reactivity, under practical dyeing method, levelness of dyeing and reproducibility can easily achieve-able.
- Whatever it is a matter of exhaust dyeing, continuous dyeing or printing, a full range of dyes is easily available.
- Most importantly, good dye-fiber bond stability! This is the reason that creates a little problem in the stability of dyed goods with the lapse of time.
Factors Considered before Choosing Reactive Dye Process
The specific mode of production to be adopted for a given shade in the dye house is determined primarily by the following factors:
- Nature and condition of goods to be processed.
- Machinery available
- Limited processing cost
- End use of fabric including what type of finish applied.
3 Reactive Dye Process are Discussed Below:
Broadly, there are mainly 3 reactive dye process are available for cellulosic fibers, applicable to both cold and hot brand dyes, as follows:
- Batch-wise or exhaust process: Dyeing is affected by the reactivity of dye, carried out at alkaline dyeing process followed by a hot soaping treatment to remove the unfixed dyes. Any physical form of materials can be dyed in this process.
- Semi-continuous process: after padding in an alkaline solution, material is dyed and then batched either hot or cold before soaping.
- Continuous process: Continuous process involves impregnation of materials with alkali and dye, either in a single or two stage which is followed by a draining or steaming process. A final soaping-off completes the process.
The semi and fully continuous process require the materials as continuous strand, hence are mostly suitable for fabric form.
Application-wise consumption of reactive dyes as follows:
- Exhaust dyeing – 48%
- Pad batch dyeing – 14%
- Continuous dyeing – 10%
- Printing- 28%
Dyes of high reactivity such as DCT dyes are largely preferred on the score of economics and convenience of application.
Batch-wise / Exhaust process
In case of batch dyeing, specific machines are needed for various physical forms of materials. Loose fiber, sliver and yarn in package or cake form may be dyed in a package dyeing machine.
Yarn in hank form may dyed in a cabinet type hank dyeing machine. Light delicate and heavy structurally stable fabrics can be dyed in winch and jigger dyeing machine.
General principle of exhaust reactive dyeing:
It involves exhaustion of dye as much as possible onto the fiber using salt under neutral or very slightly acidic conditions. Under the conditions where the dye does not react or react negligibly, levelling takes place.
Then alkali is added to raise the pH of the bath and the reaction is allowed to undergo for a particular time at a particular temperature dictated by the reactive group present in the reactive dyes. It is advisable not to mix different reactive groups as the reaction conditions differ.
Preparation of material
- To get a level and reproducible dyeing, the material should be prepared uniformly.
- Goods need to be free from alkali and neutral or slightly acidic medium is preferable for the goods.
- If not removed completely, reactive dyes can react with sizes especially with starch. Starch-dye complex is difficult to remove and causes poor wash fastness.
- Materials should be free from bleaching agent like hypochlorites, or reducing agents such as Sodium Hydrosulphite.
- These bleaching or reducing agents may deactivate the dyes which leads to prevent reaction between dye and fiber.
Exhaust dyeing of Cold Brand dyes
The standard dyeing steps are as follows:
- Load the machine with water and material at 30°C keeping pH below 7 and run the liquor.
- Add pre-dissolve dye for 5 minutes and continue 10 minutes.
- Add 2.5 g/L common salt and run 10 minutes.
- Again add 7.5 g/L common salt and run for 15 minutes.
- Add rest of the salt following the below table (30 g/L should be maximum amount for Viscose) and run for 15 minutes.
- Add 0.5 g/L dissolved and well-diluted soda ash and continue for 15 minutes.
- Add rest soda ash according to the following table and continue for 30-45 minutes for Procion Turquiose MX-G, ICI ( CI Reactive Blue 140), raise temperature to 60°C for last 20 minutes.
- Check the shade, add dyes if necessary and continue of new addition for fixation.
- Drop the bath
- Rinse cold for 10 minutes
- Soap at boil with 2 g/L soap or requisite amount of detergent for 15-30 minutes.
- Rinse in warm water (50°C) for 1o minutes
- Rinse in cold water and apply finish if required.
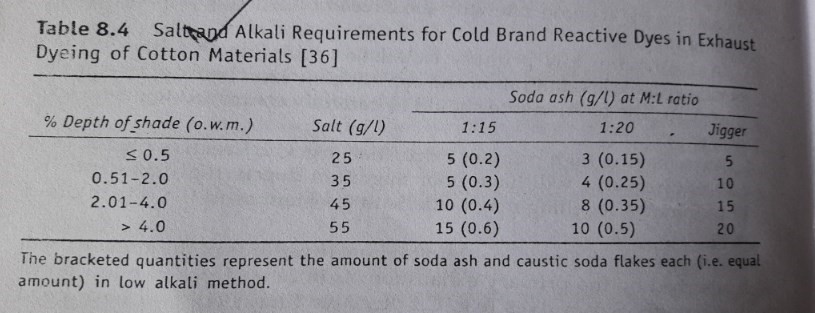
Image Source: Textile Preparation & Dyeing

Image Source: Textile Preparation & Dyeing
Exhaust method for Hot Brand dyes
- Load machine as stated before.
- Add pre-dissolved dye for 5 minutes and continue for 10 minutes
- Add 5 g/L common salt and run 10 minutes
- Add 20 g/L common salt and run15 minutes
- Add rest salt according to the following table and run for 15 minutes
- Raise temperature by 1°C/min up to 80-85°C during addition of salt.
- Add alkali slowly for 15 minutes
- Dye for further 45-75 minutes at 80-85°C
- Check shade, adjust and rinse and soap.
Image Source: Textile Preparation & Dyeing
Fig: Salt and alkali requirement in exhaust dyeing for Hot Brand dyes
Image Source: Textile Preparation & Dyeing
Image Source: Textile Preparation & Dyeing
Fig: Requirement of salt and alkali in Exhaust process for Vinylsulphone and Mixed Bi-functional dyes
Semi-continuous Process
From the mechanical aspect, Semi-continuous process is the simplest process.
Cold Pad Batch (CPB method)
- Prepare a padding liquor by mixing reactive dye and wetting agent or penetrating agent to-gather with an alkali.
- By means of a padding mangle, apply the liquor to the material.
- Now the material is batched up to a roll.
- For higher concentration, 50-100 g/L urea needs to be added to the liquor.
- At room temperature, dye fixation is occurred that takes several hours.
Points to be noted:
- For Cotton liquor pick up should be 60-70% and for Viscose it should be 90-100%.
- Mangles with a shore hardness of 45-60° are normally used.
- Softer mangles are used for knitted fabrics.
- Special machinery is used for tubular fabric as it develops edge mark.
- During storage the roll should be covered up with polythene sheets. The rolls should also be stored in an enclosed chamber where they are allowed to rotate slowly to minimize the draining of liquor.
Types of Batch:
Two types of batches are practiced.
Long batch:
In this case, fixation time required is quite high. Almost 16-24 hours needed for fixation. Hence the process is called long batch process.
Advantages of long batch:
- Better coverage such as viscose, compact cotton
- Better fixation on Viscose
- Effective for some dyes like Turquoise blue
- No requirement of mixer
Recipe of padding liquor for long batch process:
Dye – x g/L
Wetting agent – 2-5 g/L
Mixture of sodium bicarbonate and soda ash (each equal to half of that of the dye but minimum use 1.5 g/L)
For Viscose only sodium bicarbonate is used in long batch process.
Short batch:
To minimize the batching time, here strong alkali is used. Batching time takes 2-4 hours. Hence the process is called short batch process. In this case, dye and alkali are dissolved separately and then brought to-gather and maintained by a metering pump. They are brought to-gather just immediately before padding.
Advantages of short batch:
- Easy to control temperature
- Better uniformity, reproducibility and color matching
- Fixation on cotton is better than long batch process
- Less storage space is required
- Minimum batching equipment is required
- Mixer is required but the cost may be offset by the better color yield as high reactive dye is prone to alkali-hydrolysis during storage for long time.
Recipe for padding liquor for short batch process:
Remazol and VS dyes are well suited for short batch process. In this process, Sodium hydroxide is used as alkali. The padding liquor contains:
Remazol dye – x g/L
Sodium hydroxide solution (32.5%) – 10-30 ml/L (Depends on the shade depth)
Common salt – 30 g/L
Wetting agent eg. Leonil SR (Dystar) – 5 g/L
Image Source: Textile Preparation & Dyeing
Fig: Sodium hydroxide requirement in Pad-batch method
Continuous Process:
In continuous dyeing several variations are available:
- Pad (with alkali)- dry
- Pad (with alkali)- dry- bake
- Pad (with alkali)- dry- steam
- Pad (dye)- dry- pad(alkali)- steam
Dyes of different reactivity leads to the choice of different application method. DCT dyes need short time for fixation. Hence, pad (with alkali) – dry sequence is enough for this. Whereas, for MCT dyes a baking process at 110-125°C for 3-5 minutes or steaming for 3-10 minutes at atmospheric pressure is required after drying.
So, depending upon the dye reactivity different methods are chosen.
To Wrap Up!
Reactive dye is widely used in the factories. Though it has a lot of process control varieties, the appealing look has added great context to it.
You can also check out: Trade names of reactive dye in brief!