
Circular knitting machines are used to produce tubular fabrics. The development of this machine has become a revolutionary step in the knitting industry.
With modern circular knitting machines production per hour is increased a lot. These machines are used in almost every knitting factory.
This content is all about circular knitting machines and their production calculation. Let’s dive deep…………
Types of Weft Knitting Machine
The three main groups of weft knitting machinery may broadly be classified as either straight bar frames, flats, or circulars, according to their frame design and needle bed arrangement. They are:
- Straight bar frames
- Flat machines
- V-bed flat machines, which form by far the largest class
- Flat-bed purl machines, which employ double-headed needles
- Circular Knitting machines
Circular Knitting Machines
The term ‘circular knitting machines’ covers all those weft knitting machines whose needle beds are arranged in either circular cylinder or circular cylinder and dial. They includes latch, bearded, or (very occasionally) compound needle machinery and they are used in knitting of a wide range of fabric structures, garments, hosiery and other articles in a variety of diameters.
Circular garment-length knitting machines are either of body size or larger having a cylinder and dial arrangement. They may have single cylinder or double cylinder, as is also the case with small diameter machines for hosiery.
Circular Knitting Machine Types
- Single jersey circular knitting machine
- Terrt single jersey machine
- Auto striper
- Jacquard single jersey machine
- Double jersey circular knitting machine
- Interlock double jersey machine
- Rib double jersey machine
Circular Knitting Machine Dissection:

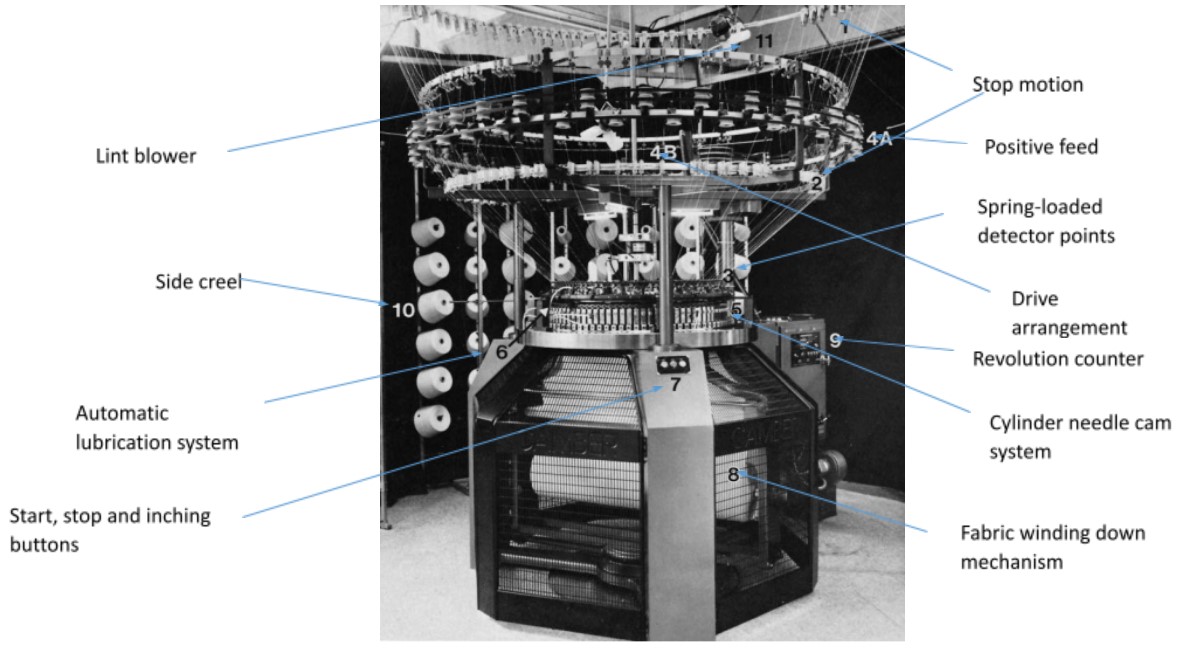
Circular Knitting Machine Parts
- Stop motion: These are spring-loaded yarn supports that pivot downwards when the yarn end breaks or its tension is increased.
This action releases the surplus yarn to the feeder, thus preventing a press-off, and simultaneously completes a circuit which stops the machine and illuminates an indicator warning light.
- Various spring-loaded detector points: These are carefully positioned around the cylinder according to their particular function.
A pointer is tripped to stop the machine by a fault or malfunctioning element such as a yarn slub, fabric lump, needle head, latch spoon, etc.
- The tape positive feed (4A): This provides three different speeds (course lengths) and is driven and can be adjusted from the drive arrangement (4B).
- Cylinder needle cam system: For each feed – it is contained in a single replaceable section and having an exterior adjustment for the stitch cam slide. Stich is formed by this system.
- Automatic lubrication system: Lubrication system helps to lubricate the machine
- Start, stop and inching buttons: These buttons helps to start or stop the machine
- Cam-driven fabric winding down mechanism: This mechanism revolves with the fabric tube.
- Revolution counters: For each of the three shifts and a pre-set counter for stopping the machine on completion of a specific fabric length (in courses) revolution counter is used.
- Side creel
- Lint blower: This reduces the incidence of knitted-in lint slubs, to improve quality when using open-end spun yarns. It also reduces cross-contamination by fibers from other machines.
Market requirements involving smaller orders and shorter production runs have led machine builders to develop quick-response techniques to reduce costs and downtime during machine changes on large diameter multi-feeder machines. Amongst areas addressed are the following:
- Centralized stitch control helps to reset all cylinder stitch cams if needed and it is done in a particular cam track. It saves time as ti eliminates the need of resetting each stitch cam individually.
- The Monarch/Fukuhara rotary drop cam system is a unique, quick and convenient method of changing cam set-outs without the need to replace cams or needles.
On the outside of the dial and the cylinder cam system at each feed and needle track there is a disc that can be set by a turnkey to various rotational positions up to 180 degrees.
Each position corresponds to a specific needle height position: for example, knit (delayed timing), knit (synchronized timing), tuck, miss and fabric support (for the other bed when only that is knitting, e.g. in double blister).
The new cam setting drops into action as a small group of half butt needles pass across it and are unaffected. As the machine slowly turns, the cams then come fully into action to control the full-butt needles.
- Changes of diameter and/or gauge the three-leg portal frame provides sufficient space between pillars to enable dial and cylinder to be removed horizontally.
A gauge change on a single-jersey jacquard machine can take a few hours; on a double-jersey machine it can take 11/2 –2 to 2 days. Gauge changing costs 20 to 25 per cent of the machine cost price; diameter changing costs 30 to 40 per cent.
- Compatibility of modules between machine types provides for quicker conversion and changes of knitted structure at a lower cost in extra parts. Monarch/Fukuhara have conversion kits to interchange between high-speed rib or interlock knitting and versatile eight-lock knitting.
With the conversion kit, changes from E 14–E 18 gauge rib to E 18–E 28 gauge interlock or eight-lock takes minutes rather than hours.
- Machines with industrial frames can accommodate cylinders up to 38 inches for single-jersey and 42 inches for double-jersey, with fabric batch rolls up to 105 cm.
- Automatic doffing of fabric rolls and their ejection from the machine has been developed only as far as the prototype.
Circular Knitting Machines Calculation
- Machine speed calculation
The speed of a circular machine may be expressed in three ways: –
- As machine revolutions per minute: The machine revolutions per minute is only relevant to a specific machine and machine diameter. A larger-diameter machine, or one having more patterning facilities, would be expected to run at less revolution per minute
- As circumferential speed in meters per second: The circumferential speed in meters per second is a constant for a range of machine diameters of the same model and can be used to calculate the rpm for a particular machine diameter.
An average circumferential speed is about 1.5 m/sec; 2 m/sec is for ‘high speed’ machine. For example:
A 30-inch diameter machine runs at 40 rpm. Circumference of circle = πd, where π = 3.142, and d = 30 inches. πd = 94.26 inches, or 239.4 cm (2.4m).
In one minute the machine turns 2.4 meters × 40 (rev) = 96 m. The circumferential speed is therefore 96/60 = 1.6 m/sec.
To convert circumferential speed to rpm: 1.6 m/sec × 60 = 96 m/min. 96 m/min divided by 2.4 = 40 rpm for a 30-inch diameter machine.
- As Speed Factor (rpm × diameter in inches): The Speed Factor (SF) is a constant obtained by multiplying the rpm (e.g. 30) by the diameter in inches (e.g. 30) = 900.
As can be seen, rpm and diameter vary inversely to each other – when the diameter increases, the rpm decrease.
Modern high-speed fabric machines can operate in factory conditions at speeds of 1.6 to 1.7m/sec. Under laboratory conditions, speeds of 2.0 m/sec have been achieved.
- Number of feeds
The number of feeds can be expressed as a total for a particular cylinder diameter or as the number of feeds per inch of the cylinder diameter, in which case the total number of feeds for any cylinder diameter in that particular range of machinery can then be calculated.
Example: A single-jersey 4-track machine with 3 feeds per diametric inch will have 12 × 3 = 36 feeds in a 12-inch diameter, 54 in an 18-inch diameter, 90 in a 30- inch diameter, and 102 feeds in a 34-inch diameter.
- Speed of fabric production
The speed of fabric formation expressed in linear meters per hour is equal to (speed of machine in rpm × percent efficiency × number of knitting feeders × 60 minutes) ÷ (number of feeds per face course × face courses per cm × 100).
Example: Calculate the length in meters of a plain, single-jersey fabric knitted at 16 courses/cm on a 26-inch diameter 28-gauge circular machine having 104 feeds. The machine operates for 8 hours at 29 rpm at 95 per cent efficiency.
Want to know about the working principle of circular knitting machines, please check the video:
Brief History of Circular Knitting machines
During the last 200 years, numerous inventors have assisted the development of circular weft knitting technology towards its present state of sophistication and diversity. Whilst Decroix’s patent of 1798 has been considered to be the first for a circular frame, Marc Brunel’s ‘tricoteur’ of 1816 is probably the first practical working example of such a frame.
Efforts were concentrated during the subsequent 30 years on improving the knitting action of this frame, with its revolving dial of fixed bearded needles radiating horizontally outwards and having their beards uppermost.
In 1845, Fouquet applied his ‘Stuttgarter Mailleuse’ wheels to the frame and their individually moving, loop-forming sinkers provided the sinker frame with the capability of knitting high-quality fabric, a possibility later exploited by Terrot who improved the frame’s patterning facilities and marketed it throughout the world.
In 1849, Moses Mellor produced a revolving circular frame with vertically-arranged bearded needles facing outwards from the needle circle; this later developed to become the loop-wheel frame.
Matthew Townsend brought latch needles in trend in that same year. By 1855, a machine was introduced by Pepper that has two feed point along with a single set of movable latch needles. In 1859, Aiken introduced circular latch needle rib machine containing movable needles.
With the help of individually moving latch needles, Henry Griswold, took knitting to another phase further. He did this by his famous sock machine of 1878 which was hand-operated and had revolving cam box and small-diameter.
In 1907, the first revolving-cylinder with small diameter machine appeared. But before latch needle machines, the machine builders needed to put on much effort.
To Sum Up!
Circular knitting machine plays an important role in our knitting industry. Now high quality circular knitting machines are available. Thanks to the technology!!